
Preface: In 2024, automation and digital technologies will drive the rapid development of equipment manufacturing and high-tech manufacturing, and enterprises will transform towards high-end, intelligent.
A world-renowned multinational company has established its first “carbon neutral” production base in China, which will be built into a world-class “lighthouse factory” and gradually achieve the goals of “carbon neutrality” and “carbon peak”. The Fluid-bed Granulation Line customized and developed by Canaan Technology for it has successfully passed the FAT acceptance, marking that Canaan has taken a new step in its “customization”, “concentric diversification” and “internationalization” strategies.
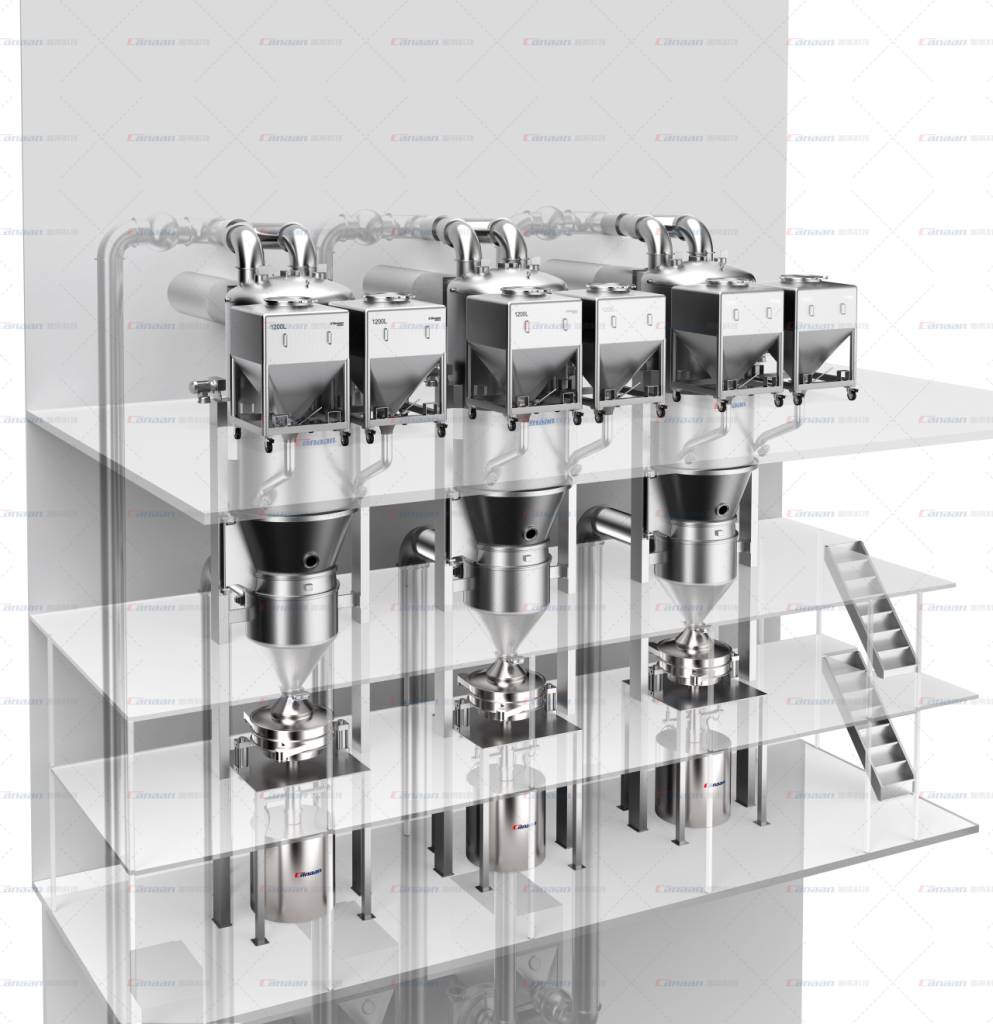
1. High degree of automation: covering the entire process of “feeding-granulation-drying-cooling-discharging-screening-ton bag packaging”, using an independent control system, and high degree of automation to meet the requirements of the “lighthouse factory”.
2. Large production capacity: The core equipment in the line – the maximum production capacity limit of the boiling granulator has been broken through, which can meet the maximum production capacity of 1000kg/pot.
3. High efficiency: The production time of each process step is extremely compressed, and a single unit achieves an ultra-high production capacity of 20 tons/day.
Gravity combined with vacuum feeding method, the feeding time can be controlled within 2 minutes.
The hot and cold air ducts of the air handling unit are completely separated, shortening the cooling time to within 5 minutes.
The material adopts the form of flap plus gravity discharge, and the discharge time can be controlled within 3 minutes.
4. Energy saving and consumption reduction: Heat recycling technology is used in the line, and the overall factory operation is finally realized to achieve carbon neutrality.
5. International high standards: Based on the application practice and technical accumulation of pharmaceutical equipment, the project can fully meet the requirements of international standard certifications such as EN, CE, EHEDG, IEC, etc. in terms of product design and manufacturing, explosion-proof safety, etc.
Canaan provides customized smart factory solutions for customers in the food, health care, new energy, medical beauty and other industries, based on its solid dosage intelligent solutions for the pharmaceutical industry. Canaan Technology always adheres to customer-centricity, continuous R&D and innovation, and takes automation, digitization, continuity, sealing, greening and efficiency as key points to help customers develop new quality productivity with higher technology level, better quality, higher efficiency and more sustainability.



Manufacturing pharmaceutical products should always be taken seriously. That is, every process must follow the strictest and highest standards. This is the very reason why manufacturers prefer hiring an EPC contractor. Contractors working under EPC contracts will ensure the outcomes are of the best quality no matter what happens, focusing on the construction of the […]

Explore the importance of EPC contracts in pharmaceutical manufacturing. Learn how EPC works, its benefits, and why choosing an EPC contractor can guarantee project success with Canaan’s industry-leading equipment.
Discover how SCADA and PLC improve automation in the pharmaceutical industry. Learn their roles, benefits, and how Canaan’s advanced technology enhances efficiency and safety.
 +86-577-67378828
+86-577-67378828 canaan@chinacanaan.com
canaan@chinacanaan.com