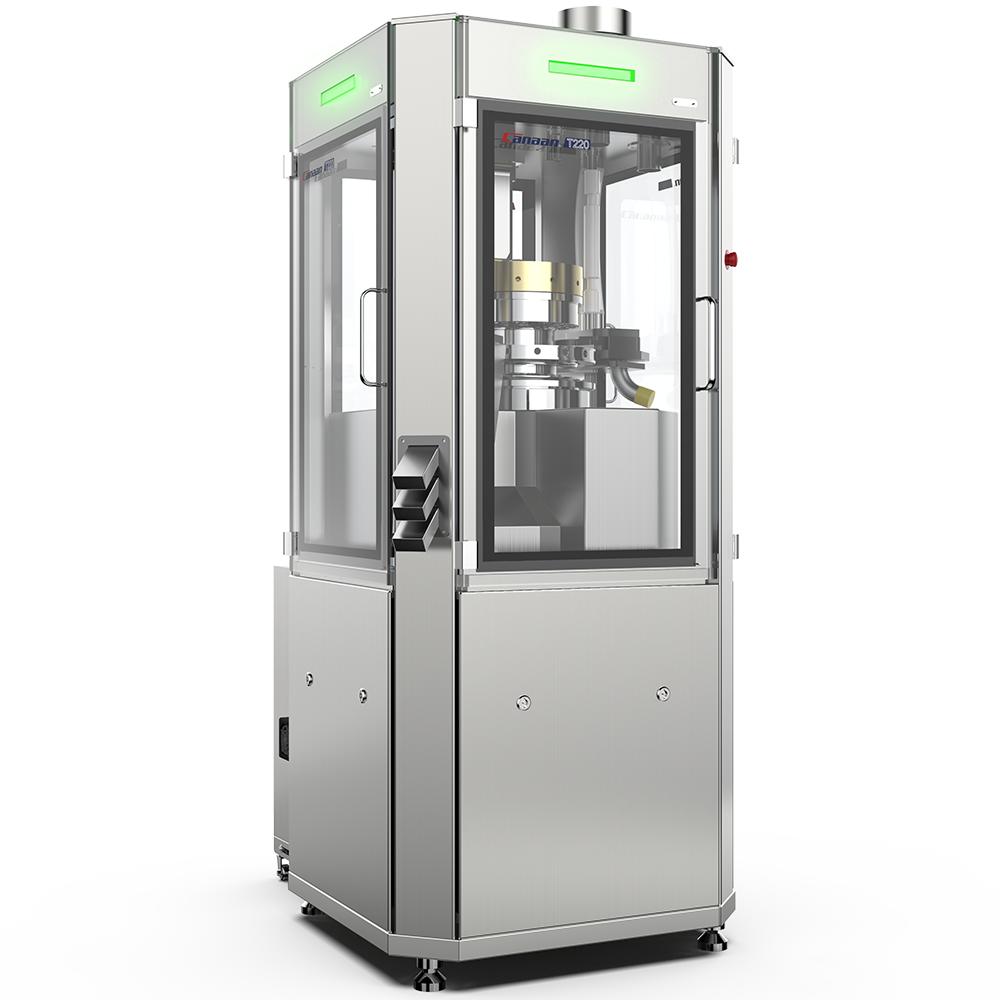
Máy dập viên T220 được thiết kế và sản xuất theo ba khía cạnh: “hiệu suất tuyệt vời và ổn định”, “an toàn và sức khỏe của nhân viên”, “thiết bị dễ sử dụng và bền bỉ”, nhằm mục đích nâng cao hiệu quả cho khách hàng theo cách toàn diện và đa chiều và tạo ra giá trị lớn hơn.
Nguyên lý làm việc
- Ba động cơ điều chỉnh tốc độ tần số không đồng bộ truyền động hộp giảm tốc thông qua dây đai đồng bộ.
- Bộ giảm tốc được lắp ráp với trục chính. Trục chính truyền động cho tháp pháo lắp phía trên nó quay.
- Phần trên và dưới của tháp pháo được cố định bằng thanh dẫn hướng phân đoạn. Khi tháp pháo quay để dẫn động mũi đục, thanh dẫn hướng đẩy/kéo mũi đục lên và xuống.
- Bột đi vào bộ nạp một khoang thông qua phễu trên cùng. Một bánh xe quay định lượng được lắp trong bộ nạp để đẩy bột vào lỗ khuôn trung bình. Một bộ cạo bột nổi được lắp ở cuối bộ nạp để cạo qua bột đã nạp và kiểm soát chính xác thể tích nạp.
- Thanh dẫn hướng định lượng ngay bên dưới bộ nạp được định vị chính xác bên dưới bộ truyền động của động cơ servo và cơ cấu giảm tốc, đồng thời điều khiển vị trí của các đột dưới để xác định độ sâu nạp, với độ chính xác 0,01mm. 5.6a Ở trạng thái viên thuốc hai lớp, bánh xe nén trước đầu tiên (đường kính: 40mm; Tối đa 5KN) được lắp đặt giữa hai bộ nạp, đẩy lớp bột đầu tiên vào giữa lỗ khuôn trung bình.
- Đục trên và đục dưới đi qua bánh nén chính (đường kính 200mm; Tối đa 60KN), tạo thành viên thuốc, vị trí của bánh nén chính dưới được điều khiển bằng servo, độ chính xác lên đến 0,01mm; Cảm biến áp suất được lắp đặt dưới bánh nén chính của trạm ép sẽ đo áp suất khi viên thuốc được tạo thành. Dữ liệu được xử lý bằng PLC và so sánh với giá trị tiêu chuẩn và giá trị giới hạn đầu vào trong PC công nghiệp để xác định xem viên thuốc có đủ tiêu chuẩn hay là chất thải.
- Khi viên thuốc vào kênh xả, thiết bị phân loại và loại bỏ chất thải trong PLC bắt đầu hoạt động, sau đó phân loại và gửi viên thuốc đủ tiêu chuẩn và chất thải đến kênh tương ứng của chúng. Viên thuốc đủ tiêu chuẩn có thể vào kênh lấy mẫu theo các thông số đã thiết lập.
- Kênh thuốc viên đủ tiêu chuẩn có thể được kết nối với máy dò kim loại và máy phân loại.
- Khi công tắc điều chỉnh tự động được bật, PLC sẽ tự động dẫn động thanh dẫn hướng định lượng theo sự thay đổi của giá trị trung bình trọng lượng viên thuốc, điều chỉnh lượng chiết rót, sao cho trọng lượng viên thuốc luôn gần với giá trị cài đặt.
- Hệ thống bôi trơn tự động có thể cài đặt khoảng thời gian cung cấp dầu tới từng điểm bôi trơn một cách định lượng.
- Thiết bị hút bụi có thể được kết nối với máy hút bụi.
Đặc trưng
- Tháp pháo có thể thay đổi
- Giám sát áp suất đấm đơn
- Cú đấm bắt đầu cứu trợ
- Quản lý hàng loạt
- Nhật ký sự kiện
- Giám sát áp suất trước
- Đo độ chặt của cú đấm
- Theo dõi lực đẩy
- Từ chối đơn lẻ các viên thuốc kém chất lượng
- Lấy mẫu cho viên thuốc tốt
| Thông số kỹ thuật chính của T220 |
| Số lượng trạm đục lỗ |
20 |
8+8 |
16 |
| Mô hình trạm đục lỗ |
Châu Âu 19 B |
Châu Âu 8 B/BB+8D |
EU1" D |
| Sản lượng sản phẩm (pcs/H) |
6,000-60,000 |
2,400-24,000 |
4,800-48,000 |
| Lực nén chính tối đa (KN) |
60 |
60 |
60 |
| Lực nén trước tối đa (KN) |
10 |
10 |
10 |
| Lực nén trước tối đa của lớp đầu tiên (KN) |
2 |
2 |
2 |
| Đường kính viên thuốc tối đa (mm) |
16 |
16 |
16 |
| Độ sâu lấp đầy tối đa (mm) |
18 |
18 |
18 |
| Độ dày tối đa của viên thuốc (mm) |
8.5 |
8.5 |
8.5 |
| Đường kính chu vi của cú đấm (mm) |
220 |
220 |
220 |
| Tốc độ đấm (RPM) |
5~50 |
5~50 |
5~50 |
| Đường kính khuôn trung bình (mm) |
30.16 |
30.16/38.1 |
38.1 |
| Chiều cao khuôn trung bình (mm) |
22.22 |
22.22/23.8 |
23.8 |
| Đường kính thanh của cú đấm (mm) |
19 |
19/25.35 |
25.35 |
| Chiều dài của cú đấm (mm) |
133.6 |
133.6 |
133.6 |
| Độ sâu chèn đục trên (mm) |
2~5 |
2~5 |
2~5 |
| Kích thước tổng thể (mm) |
756x1036x1850 |
| Cân nặng (KG) |
≈1000 |
| Tiêu chuẩn cung cấp điện |
Điện áp làm việc: 360V-400V, 50/60Hz. Dòng điện tối đa 12A,Công suất: 4.5KW |




 +86-577-67378828
+86-577-67378828 canaan@chinacanaan.com
canaan@chinacanaan.com